Temperaturen er en af de vigtigste parametre i utallige processer i industrien. Derfor er det uhyre vigtigt, at den måles så effektivt og korrekt som muligt.
De måletekniske udfordringer er dog ofte store, når man bevæger sig ud af kalibreringslaboratoriet og ind i processen for at måle temperaturen i forbindelse med styring og kontrol af industrielle processer.
I laboratoriet kan man i høj grad styre alle de faktorer, der spiller ind på den pågældende måling og med stor præcision angive den fejl, som et måleinstrument laver i forhold til referencen.
I processen er det derimod ikke temperaturmålingen, der sætter dagsordenen for setuppet – her må man tilpasse temperaturmålingen, så den på bedst mulig vis afspejler temperaturen i den proces, man er interesseret i at kontrollere. Man skal altid forsøge at opnå så god ligevægt som muligt mellem den proces, man ønsker at måle temperaturen af og selve temperaturføleren. Det er nemlig altid temperaturen af føleren selv, man måler – og ikke den procestemperatur, man er interesseret i at kende.
Desuden skal man sikre sporbarheden på den udførte måling ved at sammenholde værdien af den anvendte føler med værdien af en kendt reference, som er holdt op mod den internationalt anerkendte temperaturskala – ITS-90.
Med et ultrastabilt standard platin modstandstermometer (en SPRT) kan man nu måle modstanden i en række fikspunkter og relatere SPRT’ens modstand til temperaturen ved hjælp af en standardiseret formel foreskrevet i ITS-90.
Hos Teknologisk Institut opretholder man den internationale temperaturskala i Danmark ved som nationalt referencelaboratorium inden for kontakttermometri at tilbyde kalibreringer af SPRT’er i fikspunkter fra argons tripelpunkt (-189,3442°C) til aluminiums frysepunkt (660,323°C).
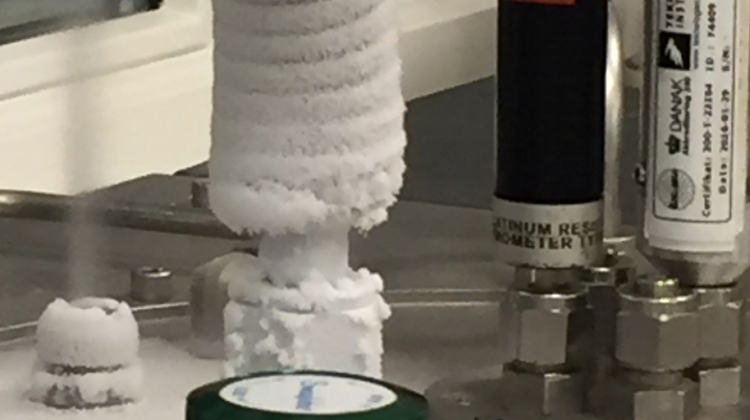
Med en SPRT som reference sikrer man den kortest mulige vej mellem den primære standard og det udstyr, der testes. Det muliggør samtidig kalibrering ved sammenligning med meget høj nøjagtighed. Princippet bag en sammenligningskalibrering er at skabe den bedst mulige ligevægt mellem et referencetermometer og den temperaturføler, der skal kalibreres. Til det kan man f.eks. bruge følgende: væskebad, kryostat, ovn eller tørblokkalibrator.

Usikkerhedsbudgettet
Essensen ved at sikre høj kvalitet i temperaturmålingerne i industrielle processer er at kunne optimere processerne, så de forløber effektivt og med høj grad af repeterbarhed. Det giver en ensartet produktion og er med til at sikre en høj produktkvalitet.
En essentiel del af en måling er, at man kan angive en realistisk måleusikkerhed på målingen. Man har intet måleresultat, hvis man ikke kender måleusikkerheden. Hvis man får sit udstyr kalibreret hos et af de danske kalibreringslaboratorier, f.eks. hos Teknologisk Institut, vil man få et certifikat, som angiver fejlen eller korrektionen på målingen – udført med det pågældende udstyr i forhold til målingen udført med referencen.
Dertil kommer en usikkerhed på den fejl eller korrektion, der er angivet. Usikkerheden er igen den kombinerede usikkerhed af kalibreringstermostaten og referencen samt et bidrag fra det udstyr, der kalibreres.
Der ligger således et ekstra bidrag, som man må tage med, når man skal vurdere usikkerheden på sin måling – nemlig bidraget fra de miljømæssige omgivelser, hvori målingen udføres.
Om temperaturen skal måles i en ovn, i en væske der flyder i et rør, i kernen af en fødevare eller på overfladen af et emne, der svejses, skal man huske på: I alle tilfælde måler man temperaturen af føleren selv, og man skal forsøge at skabe så stor lighed som muligt mellem følerens egen temperatur og temperaturen der, hvor man er interesseret i at kende den.
Den usikkerhed, der kommer fra det industrielle miljø omkring selve målingen, vil i flere tilfælde være altdominerende og det allervigtigste bidrag, når man skal skabe en sand sporbarhed på sin måling af procestemperaturen.
Læs den fulde artikel i Teknisk Nyt. Her uddybes temperaturmålingerne, temperaturskalaen, usikkerhedsbudgettet samt udfordringer, faldgruber og anbefalinger ved den vigtige temperaturmåling.